机床的传动系统
MY6132型卧式数控车床采用机电一体化设计,外形美观,结构合理,用途广泛,操作方便。
该机床可实现自动控制,能够完成车削多种零件的内外圆,端面、切槽、任意锥面、球面及公、英制圆柱、圆锥螺纹等工序。并配有完备的S.T.M功能,可发出和接收多种信号,控制自动加工过程。
该机床床身导轨采用超音频淬头工艺,耐磨性强,精度保持性好;主轴系统结构先进,回转精度高,抗振性好,具有较高的切削性能;纵、横向采用滚珠丝杆传动;动态响应优良,整机噪音低。
该机床对于大、中、小批量、多品种、多规格零件的轮番加工有较强的适应能力,尤其是加工圆锥面、圆球面等特形零件更能显示出它效率高、质量稳定可靠的优越性。
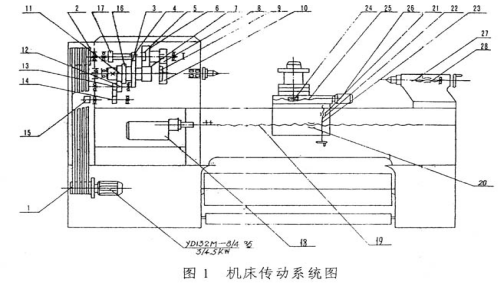
主轴的旋转运动,从主电机经皮带轮l-2传动头箱1轴,由齿轮4-5、6-7、7-10啮合,及17-16、7-10啮合,变换双速电机使主轴获得4种正转高速。
经过齿轮 4-5、 8-9啮合或 17- 16、 7-6、 8-9啮合及 4-3、 7-10啮合变换双速电机,可使主轴获得6种中速。
低速组由齿轮4-3、7-6、8-9啮合,变换双速电机获得2种低速(见机床传动系统图1)。
因此,主轴共有12级转速,如表1所示。
表1 主轴数据及工作能力
主轴反转是由电气控制电动机反转来实现的,故反转速也具有12级。
主轴转速的传动计算如下:
最低转速:719XXXX=25转/分
最高转速:1427XX=1600转/分
主轴其余转速的计算公式分别按上述两种类推
刀架纵向移动,是通过110BYG5602,步进电机18,驱动滚珠丝杆19转动,经螺母副20带动拖板而实现。刀架横向移动,是通过110BYG5801步进电机26,驱动滚珠丝杆25转动,经螺母副24带动拖
板而实现。
刀架换位由电机26驱动朗杆25带动蜗轮24转动来实现_
变换床头箱手柄;使齿轮11-12、13-14;啮合带动编码器转动,将主轴角位移变化信号传递给CNC系统,CNC系统根据所设定的螺纹螺距进行插补,控制刀架完成各类螺纹的切削。
刀架纵、横向移动方向,距离及进给速度,按照所输入的加工程序数据经过计算机处理,发出所需要的脉冲信号,经驱动器放大功率后,驱动步进电机( 18、26)拖动机械负载,实现机床的自动控制。


 品牌理念
品牌理念  标准流程
标准流程  有效沟通
有效沟通 专业管理
专业管理 优秀团队
优秀团队 品质保证
品质保证 无忧售后
无忧售后 