

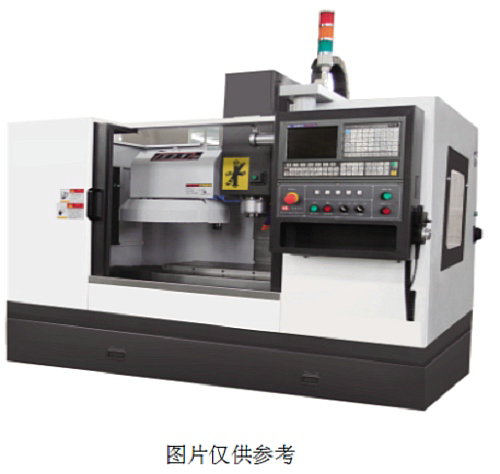
| �������� | �������� | |
| ����̨�ߴ� | 800×320mm | |
| �г� | X��/���ٽ��� | 510mm/15M |
| Y��/���ٽ��� | 350mm/15M | |
| Z��/���ٽ��� | 400mm/10M | |
| �������ת�� | 8000rpm | |
| ������ʽ | BT40-120mm | |
| ���������ٶ� | 1��8000mm/min | |
| T�β���×�ۿ� | 3×14mm | |
| T�βۼ�� | 110mm | |
| ����˲�������̨���� | 70-470mm | |
| ������������������ | 375mm | |
| ����̨������ | 300kg | |
| ��С�趨��λ | 0.001mm | |
| �ظ���λ���� | ≤±0.0075mm | |
| ��λ���� | ≤±0.01mm | |
| �����ŷ���� | (3.7/5.5kw/30min) | |
| ��Դѹ�� | 5��7kgf/cm2 | |
| ������ʽ/���� | ����ʽ/12�� | |
| �������γߴ� | 2000×1720×2500mm | |
| ���� | Լ2600kg | |
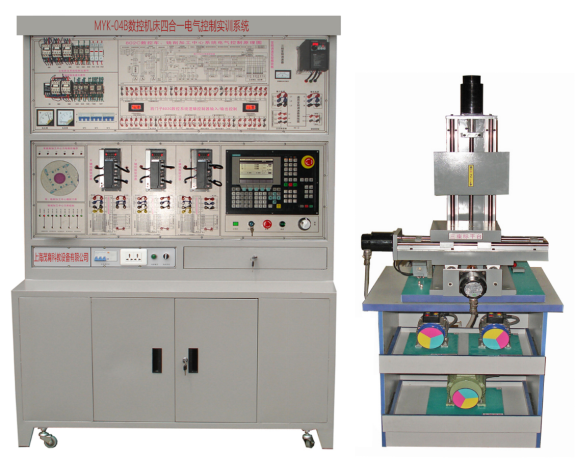

| ����̨��� | 400×240mm |
| T�Ͳ� | 10×3 |
| ����̨������ | 30Kg |
| X���г�/������ʽ | 220mm/�߹� |
| Y���г�/������ʽ | 160mm/�߹� |
| Z���г�/������ʽ | 170mm/�߹� |
| X/Y/Z������ƶ��ٶ� | �ŷ���3m/min |
| ����Ƕ˾��̨����� | 70��240mm |
| �������ľ�������������� | 243mm |
| ���������� | 0.55Kw |
| ����ת�٣���Ƶ�� | 100-2800rpm�������٣� |
| ѡ�õ���ֱ����Χ | 1-16mm |
| ������ʽ | BT30 |
| ��λ���� | ±0.01mm |
| �ظ���λ���� | ±0.008mm |
| ����ϵͳ�������� | 3�� |
| �������γߴ�(������) ���� | 1100×960×1550mm �Kg |
�����������ʵѵ�ҷ�����
�繤��������ʵѵ�����÷���
�ҵ�ά��ʵѵ�ҽ��跽��
����һ�廯רҵʵѵ�ҽ��跽��
����������ʵѵ�ҷ�չ������Ҫ��
���õ�������רҵ�����豸���������Ƽ���
��ְ���ӵ���רҵʵѵ���ؽ��豨��
�ȹ�����ʵ���ҽ��跽��
¥�����ܻ��豸��װ������רҵ�˲���������
ά�繤ʵѵ�ҽ��跽��
�繤ʵѵ�ҽ��跽��
��ְ����רҵ�豸���跽��
������Һѹʵѵ�ҽ��跽��
��ҵ����ʵѵ�ҽ��跽��
�����������ʵѵ�ҽ��跽��
��ְѧУ����ʵ�������÷���
��ְ���õ���ʵ�����䱸����
�������̼���רҵʵ���ҽ��跽��
�����װ����ά��ʵѵ�ҽ��跽��
��е��ͼ���ʵѵ�ҽ��跽��
��ҵ�Զ���ʵѵ�ҽ��跽�������÷���
�յ���������ʵ���ҽ��跽��
ģ������ʵѵ�ҽ��跽��
PLCʵѵ�ҽ��跽��
���ܿ��Ƽ���ʵѵ�ҽ��跽��
�繤����ʵѵ̨���������DZ���ʹ�÷���
��Ƭ��ʵѵ�ҽ��跽��
��У������ʵѵ�ҽ��跽��
����ʵѵ�����÷���
���繤ʵѵ�ҽ��跽��
������ʵѵ�ҽ��跽��
������ͼ�ҽ��跽��
��ְ���ӵ���רҵʵѵ���ؽ��豨��
�纸ʵѵ�����÷���
������ѧ�豸ʵѵ�ҽ��蹦��˵��������
���º�ʪ����ϵͳģ��ʵ��̨
������������ʵѵ���豸���������Ƽ���
����¥���רҵ�����豸���������Ƽ���
ǯ��ʵѵ�ҷ���
��ְ������װʵѵ�ҽ��跽��
�������װ��ά��ʵѵ�ҽ����������÷���
ģ��ʽ�м�ά�繤ʵѵ����װ��
��������ʵѵ�ҽ��跽��
�ȹ�ʵ���һ����䱸
���ܴ���������⼼��ʵ���ҽ��跽��
�Զ���רҵʵѵ�ҽ��跽��
������װʵѵ�Ҽ��
�����װ����ά��ʵѵ�Ҽ��
�ҵ�ά��ʵ���Ҽ��
��ҵ������ʵѵ�Ҽ��
��������ʵ���Ҽ��
����ʵѵ�Ҽ��
Һѹʵ���ҽ��跽��
����ά�繤ʵѵ�ҽ��跽��
�������ʵ���Ҽ��
�������ʵѵ�Ҽ��
��������ʵѵ�Ҽ��
�Զ���רҵʵѵ�Ҽ��
����������ʵѵ�Ҽ��
|
�������أ��Ϻ��ɽ�Ҷ鿹�ҵ
ҵ����ѯ��021-56311657 �������棺021-56411696 ��˾���䣺shanghaimaoyu@126.com |
 ���������� 31010702001294 ��
���������� 31010702001294 ��